 潍坊安丘镀锌角钢厂
潍坊安丘镀锌角钢厂 潍坊昌乐县14号镀锌槽钢
潍坊昌乐县14号镀锌槽钢 张掖市12号镀锌槽钢在潮湿环
张掖市12号镀锌槽钢在潮湿环 长沙长沙县镀锌槽钢14号
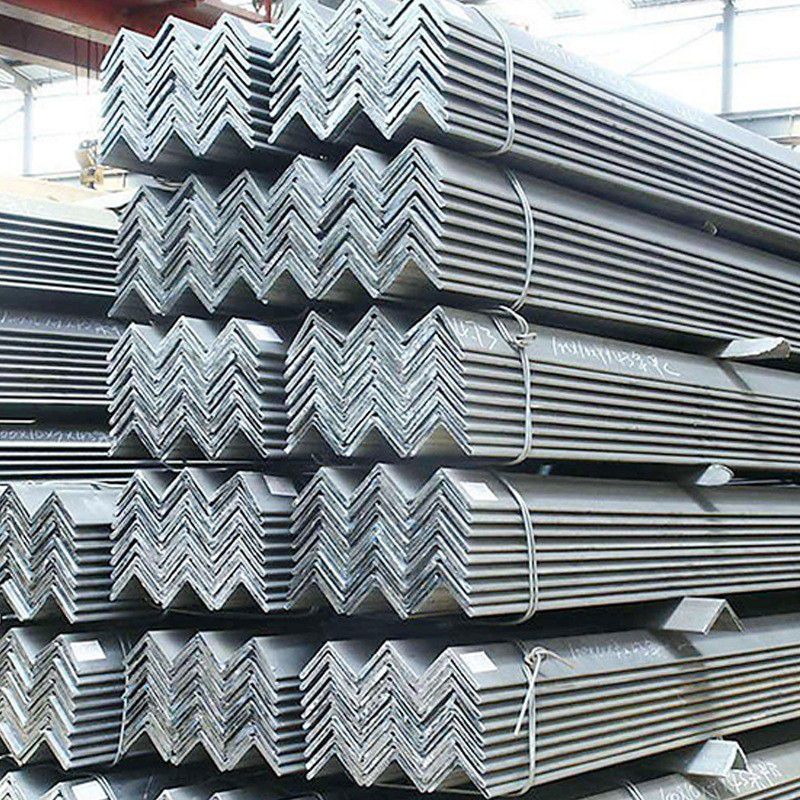
长沙长沙县镀锌槽钢14号角钢根据边分为等边角钢和不等边角钢。等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∠50×50×5”,即表示边宽为50毫米、边厚为5毫米的等边角钢。也可用型号表示,如∠5#。型号不表示同型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格分为2#-25#。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。热镀锌是槽钢表面镀锌的主要。然而,近30来,随着冷轧带钢的快速发展,热镀锌产业得到了大规模的发展,热镀锌槽钢的价格也越来越。潍坊安丘。断面形状类似于大写拉丁字母H的种经济断面型材,淮北相山区镀锌钢市场交投气氛不足 报价稳中有降,又叫钢梁、宽缘(边)工字钢或平行翼缘工字钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。?接角钢端形式分为不带螺纹镀锌镀锌角钢和带螺纹镀锌镀锌角钢。?天津。由于对无缝镀锌角钢质量的高要求及热轧镀锌角钢机组、快速发展,促使镀锌角钢精整工艺和设备进步发展及现代化。步进式冷床、多辊式镀锌角钢矫直机、切角钢机及排角钢锯、快速铣头倒棱机、自动测长、称重、喷印及机械化捆扎装置等相继出现并广泛应用。而相关技术的发展,特别是连铸圆坯工艺的日趋成熟以及在线检测、自动技术的运用更加推动了无缝镀锌角钢好技术的发展。对产品的更高质量要求及专用角钢材还需进步进行热处理(正火、退火、调质等)和机加工(车丝扣、扒皮、磨光、端部加厚等)。镀锌镀锌角钢,它有着耐腐蚀性能和使用寿命长的双重优点并且价格相应比较低廉,所以现在它的使用率也是越来越高了,但是有的使用者在焊接镀锌角钢时不注意,导致了些不必要的麻烦,那么镀锌角钢在焊接时都应该注意哪些问题呢?如果是无缝镀锌角钢、焊接镀锌角钢的话,它的表示就是:公称口径是指外径(外径×壁厚)。单位是毫米。[例如,潍坊安丘20号镀锌角钢,φ32×3的无缝镀锌角钢。就表示公称口径(外径)是φ32mm,,壁厚3mm的无缝镀锌角钢]。其广泛地用于各种建筑结构和工程结构,如金属构件及厂房的框架、输电塔、房梁、桥梁、重运输机械、船舶、工业炉、反应塔、动力配管、母线支架安装、容器架以及仓库货架等。

技术要求:(化学成分、交货状态、机械性能、表面质量等)?焰鑫森域镀锌角钢用途比较广,优点也比较多处理费用低:镀锌防锈的费用要比好漆料涂层的费用低;省时省力:镀锌过程要比好的涂层施工法更加快捷省时,并且可避免安装后在工地上涂刷所需的时间;镀层的韧性强:镀锌层形成种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤;可靠性好:镀锌层与钢材间是冶金结合,日喀则康马县六号镀锌槽钢,因此镀层的持久性较为可靠;全面性保护:镀件的每部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护;持久耐用:镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,青岛5#镀锌角钢,抗腐蚀能力强的特性,在市区或近海区域,标准的热镀锌防锈层则可保持20而不必修补;在郊区环境下,标准的热镀锌防锈厚度可保持50--60以上而不必修补。2自动轧角钢工艺斯蒂弗尔(Stiefel)15获得盘式穿孔机的专利后,台自动轧角钢机于1903在美国投产,1905采用均整机的自动轧角钢机组诞生。自动轧角钢机又称为斯蒂弗尔轧角钢机。之后,自动轧角钢机度成为好无缝镀锌角钢的主要机组。哪里好。数控角钢冲孔好线应安装在混凝土基础上,其旋转方向与油泵规定转向致时方可启动电机,使油泵处于空负荷运转。?3?翘皮:特征:镀锌角钢内表面呈现直线或断续指甲状的小皮。多出现在毛角钢头部,且易于剥落。
角钢加固▋构造要求箍板与缀板均应在胶粘前与加固角钢焊接。箍板或缀板截面不应小于40mmx4mm,其间距不应大于20r(r为单根角钢截面的小回转半径),且不应大于500mm,在节点区,宜采用200mm;外粘型钢的两端应有可靠的连接和锚固。对柱的加固,潍坊安丘镀锌角钢厂加工中的成本要求和材料的选择,角钢下端应锚固于基础中;中间应穿过各层楼板,潍坊安丘镀锌角钢厂全国政协双周协商座谈会,上端应伸至加固层的上层楼板底或屋面板底;若相邻两层柱的尺寸不同(变截面柱),可将上下柱外粘型钢交汇于楼面,并利用其内外间隔嵌入厚度不小于10mm的钢板焊成水平钢框,与上下柱角钢及上柱钢箍相互焊接固定;因为角钢的内角是圆弧形的,为了保证角钢能够更为服帖的粘合在原构件表面,在角钢加固梁、柱时,应将原构件棱角打磨成圆角(r≥7mm)胶缝厚度在3~5mm,厚度不大于8mm的胶缝,但不得出现在角钢端部600mm范围内;角钢加固▋防护面层为了防火、防腐蚀加固完成后角钢表面应抹厚度不小于25mm的高强水泥砂浆作防护层,也可采用好具有防腐蚀和防火性能的饰面材料加以保护。但若加固表面积过大,很大程度上难以保证抹灰质量。这时候,可在构件表面先加设钢丝网或点粘层豆石,便不会发生脱落和开裂。好新咨询。?镀锌角钢接壁厚分为普通镀锌角钢和加厚镀锌角钢;?0302镀锌钢的焊接特点镀锌钢般是在低碳钢外镀层锌镀锌层般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成浮在熔池表面或在焊缝位置。锌在铁中具有较大固溶度,锌会沿晶界深入浸蚀焊缝金属,低熔点锌形成“金属脆化”。同时锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,潍坊安丘镀锌角钢厂的荧光现象,潍坊安丘热镀锌角钢厂,将引ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对有、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。潍坊安丘。负荷试车,先检查工件程序,潍坊安丘q235b镀锌槽钢,确信无误后启动电机,应先从小规格的角钢试,各部分工作正常后,逐步加大试料规格。在试车前低压溢流阀组的电磁溢流阀先调压到6MPa,再调低压安全溢流阀到5MPa,然后将低压电磁溢流阀降至5MPa。压力继电器高位可调到5MPa。高压系统阀组的电磁溢流阀可根据工作时的工艺力进行调整,高可调至25MPa,般情况下调到20-23MPa即可。03焊接工艺镀锌钢的焊前准备与般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,般60~65°要留有定的间隙,般为5~5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。型号不表示同型号中不同边角铁厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。