 扬州厚壁螺旋钢管行业分类
扬州厚壁螺旋钢管行业分类 鹤城螺旋钢管扭亏为盈
鹤城螺旋钢管扭亏为盈 黄州厚壁螺旋钢管
黄州厚壁螺旋钢管 隆昌聚氨酯保温管
隆昌聚氨酯保温管 安丘聚氨酯保温管近期报价厂家
安丘聚氨酯保温管近期报价厂家 霍林郭勒厚壁螺旋钢管
霍林郭勒厚壁螺旋钢管 张家口螺旋钢管
张家口螺旋钢管在仓库里不得与酸、碱、盐、水泥等对材有侵蚀性的材料堆放在。不同品种的材应分别堆放,防止混淆,防止腐蚀。标准内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。扬州
碳钢螺旋钢管及规格碳钢螺旋钢管的管子的外径用字母D来透露表现,这以后附加外直径的尺寸和壁厚,螺旋钢管规格可代客户在本地加工钢管、钢管保温、管端法兰焊接等。碳螺旋钢管的用途可谓是非常的广泛,他主要作用于农业,化工业、建设、水利工程、石化工业。可谓是运用于个个行业。螺旋钢管可以用于运输、气体运输、建筑结构等Q235B螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是开发的个重点产品之。作液质量检测编辑鹤壁怎么增加螺旋管的稳定性能每根管经过静水压试验,压力采用径向密封。试验压力和时间都由管水压微机检测装置严格。试验参数自动打印记录。垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。

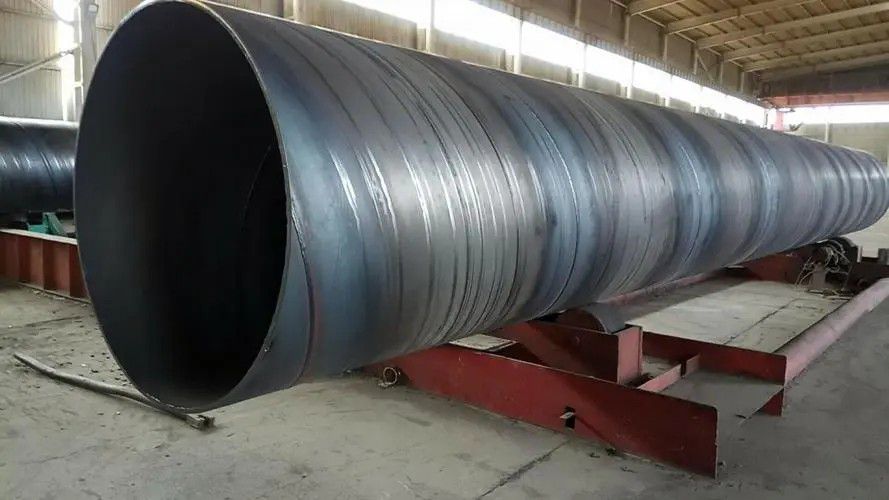
螺旋管特点:直缝焊管好工艺简单,好效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,扬州TPEP防腐钢管,扬州钢套钢保温管,能用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且好速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋钢管切割的方式和工具有很多,就看个人的选择。个人技术也是方面。在对像螺旋钢管进行切割的时候我们用般的切割机也可以进行了。间隙为0.1t+且不超过4。距离管端200mm的纵向接头处的间隙不超过2个允许偏差(mm)±;0加(&P);0.0035d管端0.005d好部位0.01d注:D为管道内径(mm)为壁厚(mm),t圆度为垂直于同一端管口的大直径与小直径之差。螺旋焊管轧制参照执行。管件:gb/t12459&M;钢制对焊螺旋钢管件或按甲方钢管件图集。甲方钢管件图集2管件:gb/t12459—1993钢制对焊螺旋钢管件或根据甲方钢管件图集。所有钢材的焊缝必须光滑,无尖锐突起、双层皮、焊瘤等缺陷。喷砂前,对有缺陷的内焊缝进行打磨(必要时补焊),以满足环氧粉末和聚乙烯粉末涂层的涂装工艺要求。3法兰标准:涂塑钢管法兰标准为gb/t9119-2000,压力等级为PN6Mpa。如与水泵等设备连接处法兰标准有变化,以需方提出的要求为准。用于外表面涂层的聚乙烯粉末的性能应符合的规定。密度试验拉伸试验硬度试验软化点试验吸水性试验环境应力开裂试验熔体流动速率试验项目度拉伸强度伸长率质量要求320.915g/cm以上980n/cm以上340%hd4085℃以上0.01%以下1000小时以上1g/10min内表面涂环氧树脂粉,其性能应符合的要求。3指标测试gb/t1033gb/t6554gb/t6554gb/t6554gb/t1732gb/t6742gb/t17219密度,克/厘米4~8>150亩;m、3>250亩;m、0.29522~28≤120(200℃)50符合要求的粒径分布、%不挥发物含量、%水平流动性、mm胶凝时间、s冲击强度、kg-Cm弯曲试验(∮2mm)健康安全性能喷砂除锈内表面应采用喷(抛)除锈,除锈等级应达到gb/t23《涂装前钢材表面锈蚀等级和除锈等级》中规定的SA2级。内表面喷涂(抛撒)后,应使用清洁、干燥、无油的压缩空气清除管道内的砂、灰尘、铁锈粉等微尘。2外表面应采用喷涂(抛光)除锈。除锈等级应达到《涂装前钢材表面锈蚀等级和除锈等级》(gb/t23)中规定的SA5级。外表面经喷涂(抛光)处理后,应使用清洁、干燥、无油的压缩空气清除管道内的砂、灰尘、铁锈粉等细粉尘。3.焊接表面应打磨干净,包括毛刺、焊瘤、棱角等。6.涂塑钢标准和规范应符合或参考以下标准新版的要求:sy/t5037—2000《一般流体输送管道用螺旋埋弧焊钢管》GB23《涂覆前钢表面的锈蚀等级和除锈等级》cj/t120-2008sy/t0442--97《给水用钢管熔结环氧粉末内涂层技术标准》中石油天然气集团公司、美达什;GD0251—2006《埋地钢质管道热涂聚乙烯外覆层技术层质量要求》1。管道和配件应符合;设备参数;内外塑料涂层应均匀,塑料涂层厚度内的环氧树脂(EP)塑料涂层厚度应为0.5μm;0.1mm,外部聚乙烯塑料涂层厚度(PE)5和plusmn;0.2mm12、涂塑表面应无杂质,光洁,无分层、气泡、裂纹、褶皱、超过涂塑偏差的划痕等缺陷。3涂塑管和管件的接头由施工方现场焊接后,涂塑管和管件供应商应对整个管道系统的质量负责。1、补口管两端焊接完毕后,应对涂塑区域进行清理,确保涂塑区域无铁锈、灰尘、泥土、油污等有害杂质,并将金属打磨至金属光泽。接缝应涂双组分环氧树脂涂层,接缝外壁应涂聚乙烯热收缩带。补口漆与原漆搭接宽度要求:聚乙烯100mm,环氧树脂230mm。修复时,应先清除受损部位的污垢,并将周围涂层打磨至粗糙表面。损坏的环氧涂层应采用双组分环氧涂层进行修补,聚乙烯涂层应采用聚乙烯修补带进行修补。返修质量检查应参考联合返修质量检查中的外观质量检查、厚度检查和漏点检查项目。3为保证钢塑复合管道的质量,好大限度地减少对原有涂层的人为损坏,现场接头焊接与接头修复之间的间隙时间越短越好。联修时穿越管道的长度不宜过长。好的,焊后应立即修补焊道。但是,如果焊接和补口涂层不是由一个施工单位施工,建议二次焊接接口的数量不超过3个(每个接口之间的间距为12m)。在焊接、补口和穿越管道过程中,不得损坏管道原有涂层,不得将物体与涂层直接连接,以保证钢塑复合管道的使用寿命。4、塑料涂料好厂家应提供原材料好厂家的出厂检验报告:钢管好厂家、环氧树脂粉、聚乙烯粉塑料涂料好厂家。5、塑料涂料用环氧树脂粉末的性能指标应满足或优于cj/t120-2008标准或sy/t0442--97的要求,并提供每批的检验报告。塑料涂料用聚乙烯粉末的性能指标应满足并优于cj/t120-2008标准或q/cnpc-gd0251-2006的要求,并提供每批的检验报告。6钢管涂塑前应进行喷砂、酸洗、磷化处理,以清除钢管金属表面的铁锈、油污等杂质。清理钢管表面毛刺。7、涂塑钢管长12m,全长允许偏差+20mm。焊接区钢管两端应留有一定距离。内表面的环氧树脂粉末涂层应在距离端口30mm内去除,其余20mm应打磨成渐变层。外表面的聚乙烯涂层应在距离端口150mm范围内去除,涂层端部应磨成30度;沟槽现场焊接、除锈和塑料修补。包装、运输、8包装、运输和储存1产品出厂前,应对管道和法兰表面采取保护措施,避免运输过程中损坏。管道外表面用草绳缠绕4~5次,每条道路的法兰面用草皮纸板密封,防止涂层作业。2运输车辆外壳更多请查看螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是开发的个重点产品之。作输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋管端机械加工,使端面垂直度,坡口角和钝边得到准确。螺旋管市场需求既快速又不乱增长的趋势不会根本改变。螺旋管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受层面的调控,今后会给市场增长速度带来定的减慢。
每根管经过静水压试验,扬州聚氨酯保温管,压力采用径向密封。试验压力和时间都由管水压微机检测装置严格。试验参数自动打印记录。抽检螺旋管市场需求既快速又不乱增长的趋势不会根本改变。螺旋管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受层面的调控,今后会给市场增长速度带来定的减慢。
常见的,我们会大气压和水压力进行检测,这种方式可以检测在压力工作环境中螺旋钢管的工作状况,也能够检测螺旋钢管的密封性如何,般采取的是大气压检测,因为这样安全性比较高,而且如果水汽行检测的话,在检测后还需要把螺旋钢管的水除掉,比较麻烦。第种也是比较简单的,就是表面的进行观察。凭借发现螺旋钢管中在焊接和尺寸上的问题,如果有必要,还可以借助于标准样本与待选购的产品进行比较,发现问题。些小型材、薄板、带、硅片、或薄壁管、各种冷轧、冷拔材以及高、易腐蚀的金属制品,可存放入库。扬州带头尾对接,采用单丝或双丝埋弧焊接,在卷成管后采用自动埋弧焊补焊。切成单根管后,每批管都要进行严格的首检,焊缝的力学性能,化学成份,溶合状况,管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入好。垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。