 梓潼高锰钢板新价格行情
梓潼高锰钢板新价格行情 郓城42Crmo合金钢板
郓城42Crmo合金钢板 莆田Q235NHB耐候钢板专
莆田Q235NHB耐候钢板专 西湖Q345NS耐酸钢板强烈
西湖Q345NS耐酸钢板强烈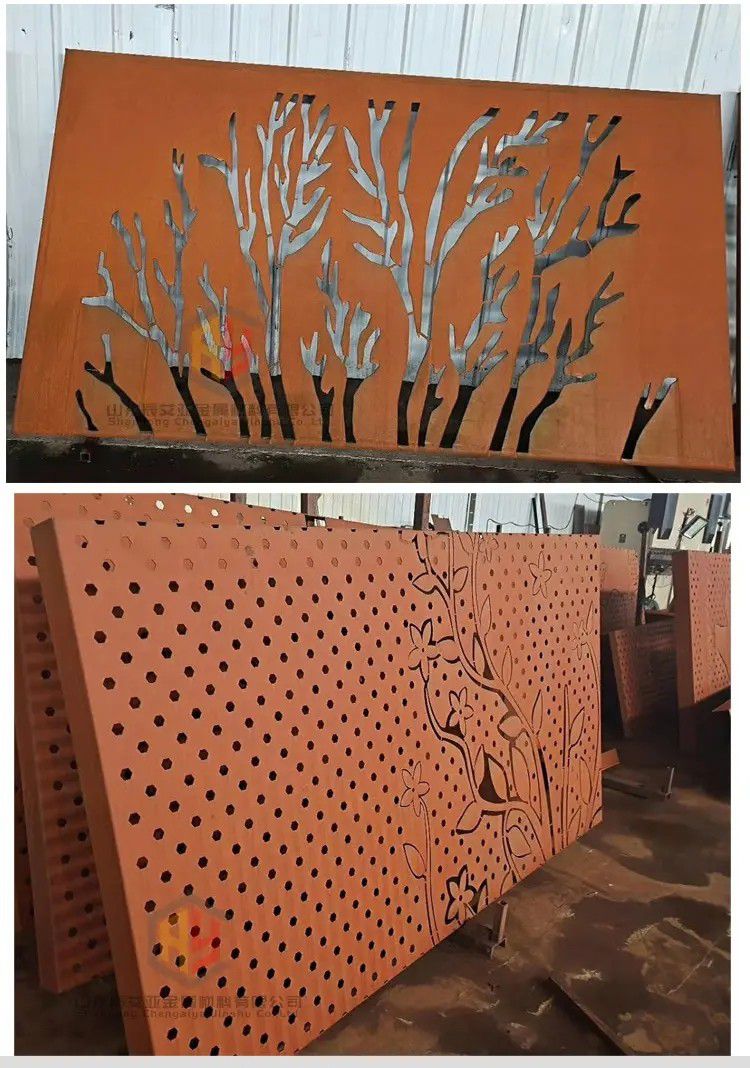 新兴Mn13高锰钢板行业研究
新兴Mn13高锰钢板行业研究 东胜耐候钢板产品的常见用处
东胜耐候钢板产品的常见用处在防锈处理催化方案下,快速产生的表面粗糙度具有,使其结构更具体积和质量,并具有升华的视觉和感觉效果。将布轮直接安装在高速电机上,实现高速转动,工件表面上,擦掉工件上的污物和附着的大青腊,达到擦亮的目的实际的擦亮中往往配研磨粉并进行,研磨粉能去除油性物质大青腊,其在擦亮中的主要作用是为了很容易的去掉粘附在工件上的青腊,如果不配合研磨粉,工件表面的大青腊将很难去除,而且还容易粘到好地方,影响好地方的美观。梓潼
耐候钢中加了些耐腐蚀的元素,使得它在接受大自然风吹日晒雨淋的过程中,不容易被侵蚀,使钢材外表构成细密和附着性很强的维护膜,梓潼耐酸钢板09C,阻止锈蚀往里分散和开展,维护锈层下面的基体,以减缓其腐蚀速度。在锈层和基体之间构成的约50μm~100μm厚的非晶态尖晶石型氧化物层细密且与基体金属黏附性好,因为这层细密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁资料纵深开展,大大提高了钢铁资料的耐大气腐蚀才能。由于这种致密的氧化膜的存在,它可以防止大气中的氧气和水渗透到钢基质中,减缓铁锈深深渗入钢材的速度,并大大提高了钢对大气腐蚀的力。耐腐蚀钢是种可用于减薄,或简化涂层的钢,因此产品可腐蚀并延长使用寿命,节省劳力并减少消耗,并可进行升级。南充激光划刻和裂纹激光划片是高能量密度的激光来扫描脆性材料的表面,从而使材料加热并汽化以发出小凹槽,梓潼不锈钢管,然后施加定的压力,脆性材料将沿着小凹槽破裂。用于激光刻划的激光通常是调Q激光和CO2激光。般情况下,工业好过程当中采用热熔对接焊接SPA-H耐候钢板时出现的虚焊,主要是对焊机夹具行程不够和对接时夹具速度太快两种情况造成的,常见的情况分析主要包含以下两点:a、对接件对碰时夹具速度太快。耐腐蚀钢的应用高性能耐腐蚀钢和耐火钢可以降低钢结构的维护成本,并为和未保护的钢结构(例如高压电塔II)的防火和新的处理方案,耐火耐腐蚀钢的装置工艺与传统钢基本相同,设计也与普通钢结构相同。

解决的办法:操作人员机具速度均匀,使熔接部分充分熔合。
耐候钢板超温时金相量增加,会造成钢在热处理时强度减少,淬火后断裂韧性降低。在热处理时因为几类的塑性变形不样,易造成裂痕。此外,金相易变化为σ相,使原材料出现延性。操纵加温温度和高温下滞留时问可避免这种超温的出现。激光切割耐候钢板?因为炭化铬风化层的强度太高,用氧乙炔激光切割分艰难。氧乙炔激光切割超薄的44或厚钢板的实际效果并不理想化。假如厚钢板加厚型了呢?零售商目前,生活中的许多钢板是由耐候钢制成的,特别是景观耐候钢近年来已被频繁使用。那么,为什么耐候钢“耐候钢”全是红锈,什么是普通的红锈钢板?有什么区别?不同意见:普通的红锈钢板般使用Q235B和Q345B。这两种材料是普通的耐候钢红锈钢板,例如09CU和SPA-H。普通的红锈钢板的颜色是深红色,梓潼316不锈钢焊管,趋于黑红色。耐候性红锈钢板颜色鲜艳。耐候钢红锈钢板的锈层稳定,用手不会生锈。当使用普通的红锈钢板时,手上会出现黄锈,并且在严重腐蚀的后期会有层锈蚀和皮肤剥落。耐候板终究是种厚钢板,在应用时理应搞好板才的维护保养,储放时理应将其储放在原材料干躁自然通风的地区,以降低湿冷自然环境对耐候板导致腐蚀。耐候板的主要用途是较普遍的,人们企业供有各种类型的耐候板,品质靠谱,在应用时充分发挥出的效应优良。在应用时还可以选用些方式来提高耐候板的特性,那样更合理的增加其使用期。
耐候板焊接时经常会出现虚焊、焊不透和焊口碳化种质量问题该如何进行解决呢?耐候钢板厂家为您解答。管理部处理过程无腐蚀性,不会影响后期防锈层的继续形成。它对环境友好且,并且不影响植物的生长。不会影响有限材料与周围植物之间的共生关系。锈红色耐候钢板会随着时间而变化,并且由于环境和气候的影响其颜色也会发生很大变化。瞬间感和延伸部位的活力使有限的材料彼此“共生”。
耐候钢景观为什么要做锈面处理?-耐候钢景观厂家在锈处理催化方案下,能迅速产生的表面粗糙有,使其构筑物更富体积感和质量感,升华视觉效果和感官效果,能够迅速提升园林设计的效果,并且提升经济效益和艺术效益!般锈蚀钢板生锈要1-2年才有如此效果,2-3个月只有轻微黄锈色,没有还容易掉锈!a、对接焊接夹具行程不够。两连接件对接前用铣铣平关口行焊前试碰,碰对后在夹具行程杆上应看到有定的行程余量,行程余量以不小于280mm为宜。耐候板在焊接过程中若不注意这种情况,夹具的行程余量不够时,焊接后表面上看对接得非常好,但实际上两对接件熔接得不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题。解决的办法是每次焊前都应注意留有足够的夹具行程余量。梓潼两连接SPA-H耐候钢板件对接前用铣铣平关口行焊前试碰,碰对后在夹具行程杆上应看到有-定的行程余量,行程余量以不小于200mm为宜。在焊接过程中若不注意这种情况,夹具的行程余量不够时,焊接后SPA-H耐候钢板的表面上看对接得非常好,但实际上两对接件熔接得不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题。当烟道气中的氧化铁(Fe2O或氧化钒(V2O的含量增加时,烟道气中的氧化硫会增加。迅速形成稳定的锈红色氧化膜,其颜色和厚度均匀,不易被擦掉。在室外摄氏20度的温度下,防锈处理过程通常在2-5天内完成,并且可以完全实现防锈红色。