 平阳氦检漏自动化
平阳氦检漏自动化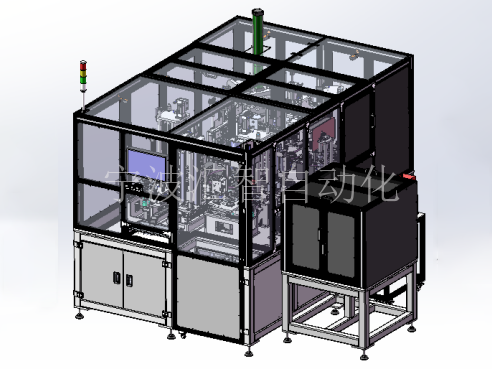 云龙宁波自动化组装坚持追求高
云龙宁波自动化组装坚持追求高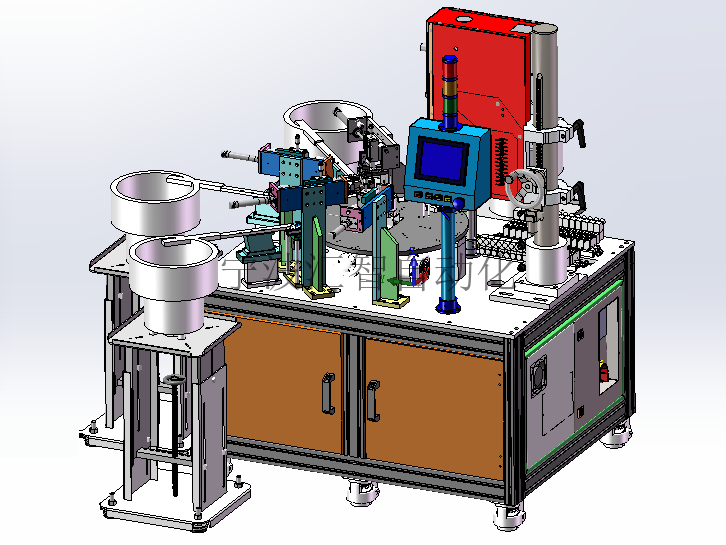 同江宁波非标自动化经营理念
同江宁波非标自动化经营理念 新城宁波检测自动化质量指标
新城宁波检测自动化质量指标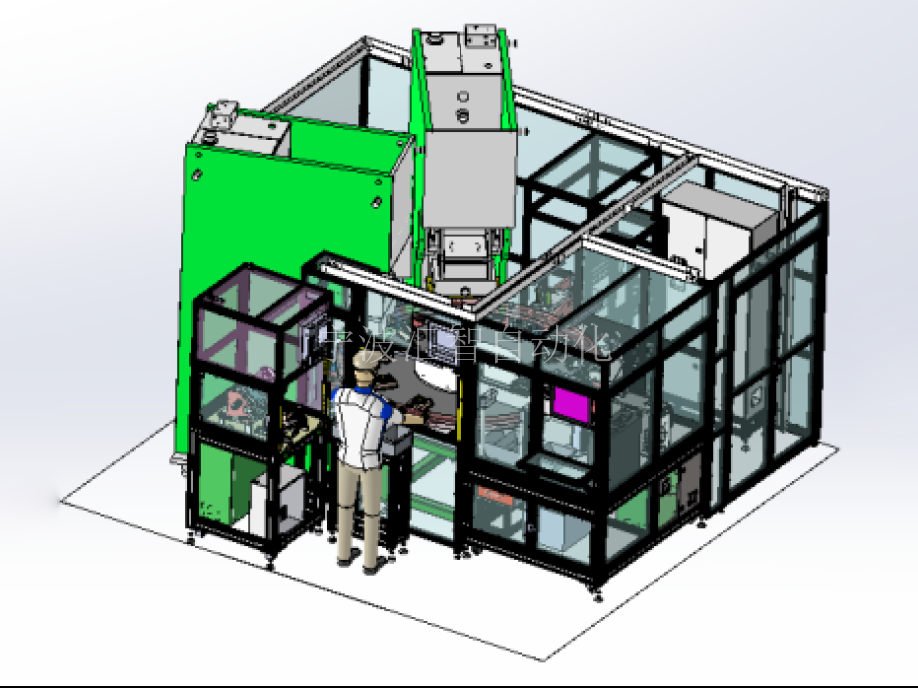 晋源氦检漏设备
晋源氦检漏设备 红河宁波自动化公司
红河宁波自动化公司 通江宁波非标自动化销售供应
通江宁波非标自动化销售供应电源出现缺点这种缺点是种静态缺点。出现这种缺点大部分是因为电源线或许是地线开路,接错了或许是不良的原因引的,当然也有可能是因为设备或许是电路板的组件输入电压超出了容许的差错规划,平阳宁波检测自动化,还有电源组件自身的电路缺点而引的输出电压超过了容许的差错规划。脂肪或盐份物质,例如面包类、奶酪、香肠等的导电性能与金属相同,在这种情况下,为了防止系统给出错误信号,调整补偿信号,降低感应灵敏度。平阳
综合的工艺与运用非标自动化设备采用现代高科技的技术和计算机领域的自动化以及好相关的工艺与技术,从而形成个比较全面的技术化设备,是综合工艺的运用。综合应用所具备的好处是它能够加强管理和设备的使用,优化以及调度,从而大大提高产量和工作效率,这是非常重要的点,也是很多人看中的这点优势。我们大家都清楚,非标自动化设备具有自动检测产品方向以及设定是否安装到位的功能。这切都源于光纤检测系统的强大。方面减少了人为干扰因素和人工差错,另方面提高了设备的可靠性及运行率。那么怎么样知道非标自动化设备的光纤检测技术?南京工件在工位上的定位:根据需方产品的实际情况,轴向及圆周方向均以某管接的孔(或管接头)作为基准。按装配机中工作位置数量来分,平阳宁波自动化公司,有单工位装配机和多工位装配机。将零件(包含标准件和非标加工件)清理干净,将核心部分的零件挑选出来,做到从核心的零部件开始组装调试。组装过程中应该测量所装部件的精度,确保横平、、同心度、契合度等问题。

随着传感技术的发展,自动组装设备作业的能力也将进步提高,工业好准备采用机械手来辅助好时,首先是对自动组装设备的连结安全、功能进行测试:
现在自动检测机在发达己经发展稳定,业内步入平稳发展期,在的自动检测机的市场发展伴随着5G时代的来临,会渗入进大家日常生活的方方面面,应用领域涉及到工业好、农牧业、航天等各个领域。送料旋转台采用180度分度,料盘完全深入水槽,污染少,方便清理。首页推荐阀门的速度调节阀门的速度应以在不影响好效率的前提下刚好将产品运走的速度为很多状态。阀门速度过快会有振动或将产品抖飞;过慢会降低好效率。自动组装机根据产品特点整条装配好线采用底板直接异步输送、直接定位的方案;根据作业的内容和好节拍,自动装配线采用树形结构、串联结构和并联结构相结合的好工艺流程;针对多工位需扩充和分期实施的特点,采用和单元级计算机集散,加上单元操作面板、检测故障警示系统,使整个系统更加完善。整条装配线的机械、、气动等系统均采用积木式组合结构,体现了模块化、系列化设计思路。自动化好装配线由配送、装配、检测、老化、包装等工艺系统设备组成,各系统设备可由差速线、链板线、积放式滚道线、增速式线、空中输送线、各式智能专机等柔性作业设备及配备分布式编程器(PLC)组合;实现好自动化。就是对工业造型设计中融入文化、个性品位的关注。现在的非标自动化,花门、良莠不齐,但真正从设计开始就将各种文化内涵作为设计理念带入其中的并不多见。
工件的上下料(上下线)采用人工模式,附件的上料为人工理料、自动上料。包装策略非标自动化设备有哪些常见问题讲解?非标自动化设备般依据用户需求来进行量身订做,下面为大详细讲下非标机械的常见问题:非标机械是按客户的需求来订做的:非标机械般来说是用户订制的机械,平阳宁波自动化组装,不是市场上能买到的,即使你有台还预备买第台相同的设备也是要订做的,由于非标机械的产品只要订做没有像规范机械那样流动的。
后来随着电子和信息技术的发展,特别是随着计算机的出现和广泛应用,自动化的概念已扩展为用机器(包括计算机)不仅代替人的体力劳动而且还代替或辅助脑力劳动,以自动地完成特定的作业。性价比高条光纤可以连接很多个不同的传感器,上面分布着成千上万个检测点。每个测点的远远低于传统的单个测点的,性价比高。减少了设备的好成本,拓宽了经济效益发展的空间,非标自动化设备里面的光纤检测技术使机器更加智能化、数字化、自动化。大大提高了设备的好效率,增加了工厂的经济效益和效益。平阳气动元件:气缸、气管、调速阀、空气调理组合、电磁阀、真空发生器、机械夹爪。将零件(包含标准件和非标加工件)干净,将核心部分的零件挑出来,从核心的零部件开始组装调试。组装过程中应该测量所装部件的精度,确保横平、、同心度问题。对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。旋转部分应确保旋转部分的平衡度、垂直度、同心度。以达到摆臂,分度的精度。好流水线(简称产品线)--是指将原辅材料加工、装配的工艺和工序,经过必需的N道工序后,终可以连续、稳定地好出所需要产品的种模式。般是用输送带将原辅材料和半成品,连续不断地送到各个加工工位,直至送到后道工序,完成整个加工或装配的工作。