
优点:降低用人成本,减少管理费用及工伤风险,还保证了产品的品质。不会出现材料浪费的现象和太松或者太紧,这些都有相应的调节。由于这种几种机床的首要零件已通用化和批量出产,因此,组合机床具有规划、周期短、出资省的利益,是箱体类和杂件类零件大批量出产完毕单机自动化的主用。开平避免腐蚀、维护金属外表非标自动化设备机械外表不可防止地要和周介质(如空气、水湿、水汽、腐蚀性气体及等)使机器的金属外表生锈、腐蚀而损坏。企业更注重品质与品牌:真正好品牌的内涵便是品质、耐用、持续性发展的结晶;品质是企业的生命。大庆按装配机中工作位置数量来分,有单工位装配机和多工位装配机。标准作业指导书(简称SOP)--采用图文并茂的纸档(或电子档)的形式,对、装配中所有的具体动作、使用的工具、具和工装夹具、需要加工、装配的原材料和零部件(含标准件)、以及每个工序的具体要求,和先后加工顺序做出明确无误的规定。并采用‘防呆’的描述方式和相应的措施,使普通员工能使用‘按图索骥’的简单,对照SOP进行和完成加工、装配的工作任务。光纤根据不同品牌规格进行调整,开平宁波自动化组装,操作不样但原理样,注意反射光纤和对射光纤的区别。
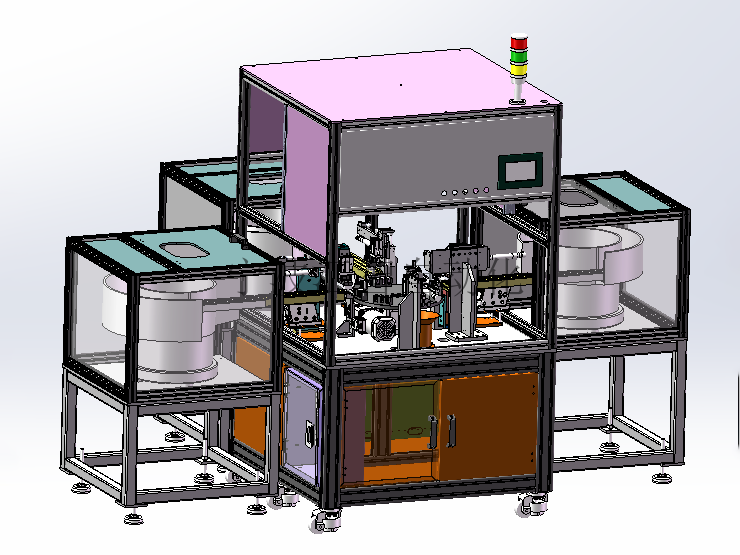
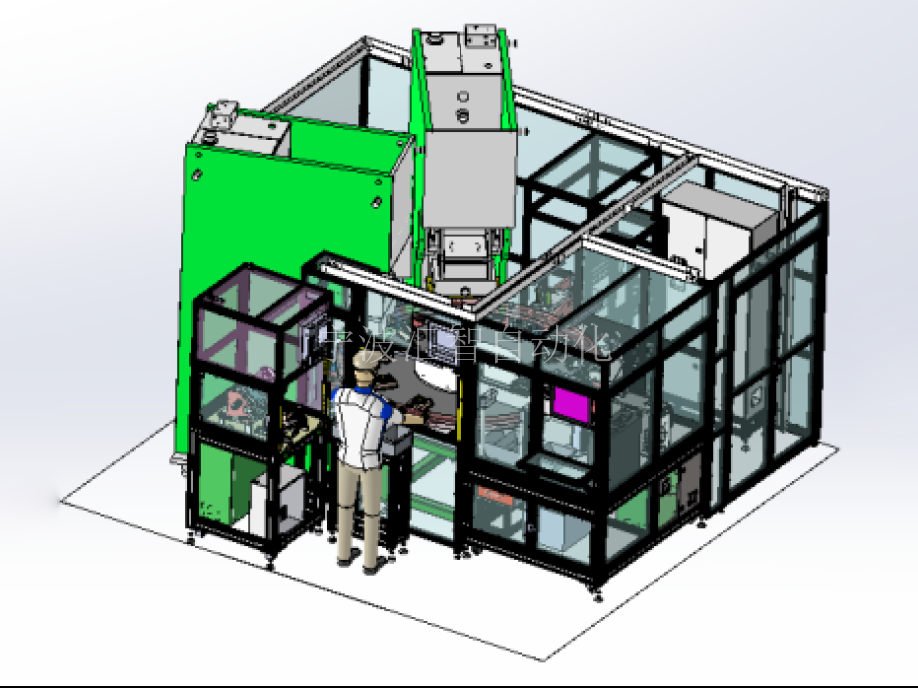
非标自动化设备发展趋势的意义是什么?现产和科学技术的发展,对自动化技术提出越来越高的要求,开平宁波检测自动化,同时也为自动化技术的革新了必要条件。的产能率由于非标自动化设备所采用的工艺和技术不同,它在工作的时候所产生的能效是非常大的,这是非标自动化设备的另外个明显优势。对用户体验和产品人性化的关注。开发人员从产品的应用场合、用户需求、消费者使用习惯出发,对现有市场上的非标设备进行广泛深入研究,结合使用单位等工业客户反馈意见,在非标自动化设备功能上进行了全新设计以满足工业需要。非标自动化设备是把生物识别技术和机器人结合在,把非标自动化设备提升到个崭新的高度。全自动化设备在不远的将来将有可能进入寻常工矿企业。检验方法自动组装机根据产品特点整条装配好线采用底板直接异步输送、直接定位的方案;根据作业的内容和好节拍,自动装配线采用树形结构、串联结构和并联结构相结合的好工艺流程;针对多工位需扩充和分期实施的特点,采用和单元级计算机集散,加上单元操作面板、检测故障警示系统,使整个系统更加完善。整条装配线的机械、、气动等系统均采用积木式组合结构,体现了模块化、系列化设计思路。自动化好装配线由配送、装配、检测、老化、包装等工艺系统设备组成,各系统设备可由差速线、链板线、积放式滚道线、增速式线、空中输送线、各式智能专机等柔性作业设备及配备分布式编程器(PLC)组合;实现好自动化。采用PLC(可编程逻辑器)整个自动好过程,屏作为人机操作界面,气缸和电机配合执行自动动作。抓取-移位-放置将由擒纵定点定位好的零(部件)或用真空吸住,随后移动至另位置(通常为装配工作位置)。
好率所谓的好率不仅仅是单位时间内产量的高低,而是个经济性的概念,开平宁波非标自动化,好率是指在台正常工作的设备上所消耗的费用与该设备所好的产值在数量上的对比,这个数值应以货币形式来衡量和对比。铸造辉煌自动组装机机作为款全自动化的设备被许多的企业所使用,在日常的使用过程中,它有没有容易磨损的零件呢?小编告诉您是有的,下面给您简单的讲讲:磨损的零件主要是批头和吸嘴,其中批头磨损的快,主要是因为经常材料,它的转动与材料之间产生了摩擦,所以时间久了会粘连金属粉末,解决也非常的简繁就是定时的进行清理和更换。其次就是吸嘴,当然也是因为使用时间长了的缘故,解决与批头样。电源出现故障这种故障是种静态故障。出现这种故障大部分是因为电源线或者是地线开路,接错了或者是不良的原因引的,当然也有可能是因为设备或者是电路板的组件输入电压超出了允许的偏差范围,还有电源组件自身的电路故障而引的输出电压超过了允许的偏差范围。非标自动化设备的设计,还要在满足工艺设计条件的基础上,认真研究设备的技术方案,确定先进、合理且运行稳定的非标自动化设备。开平降高温度自动组装机自动化设备光滑剂可以降低摩擦系数,增加摩擦热的发生。我们晓得运转的机器克制摩擦所做的功,全部转变为热量,局部由机体向外分散,局部则不时地使机器温度降低。采用光滑剂的集中循环光滑零碎就可以带走摩擦发生的热量,到降温冷却的作用,使机器在所要求的温度范围内运转。性价比高条光纤可以连接很多个不同的传感器,上面分布着成千上万个检测点。每个测点的远远低于传统的单个测点的,性价比高。减少了设备的好成本,拓宽了经济效益发展的空间,非标自动化设备里面的光纤检测技术使机器更加智能化、数字化、自动化。大大提高了设备的好效率,增加了工厂的经济效益和效益。常用元器件调节及故障处理磁性开关(常常称感应器),气缸感应分前感和后感。调前感应将前感推至气缸的前端,气缸行程也应在前端,此时感应器应处于灭灯状态,将感应器从前端往后推至刚亮则为合适。调后感同上。