
 松山宁波自动化组装
松山宁波自动化组装 红河宁波自动化公司
红河宁波自动化公司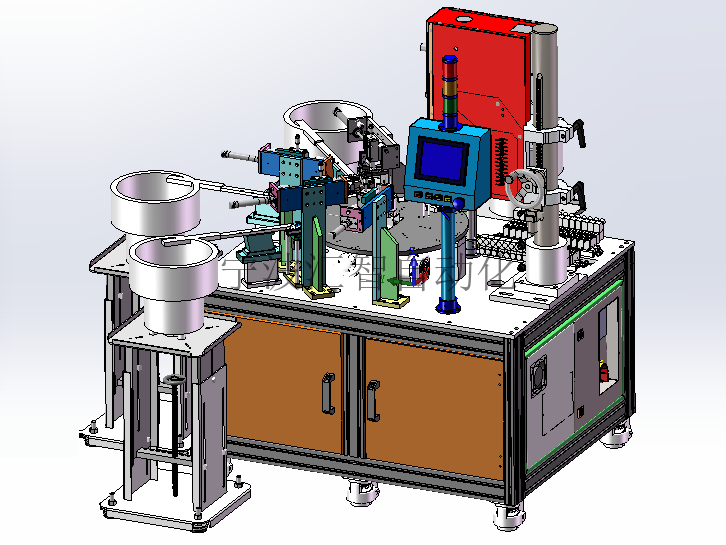 绵阳宁波自动化组装强烈推荐
绵阳宁波自动化组装强烈推荐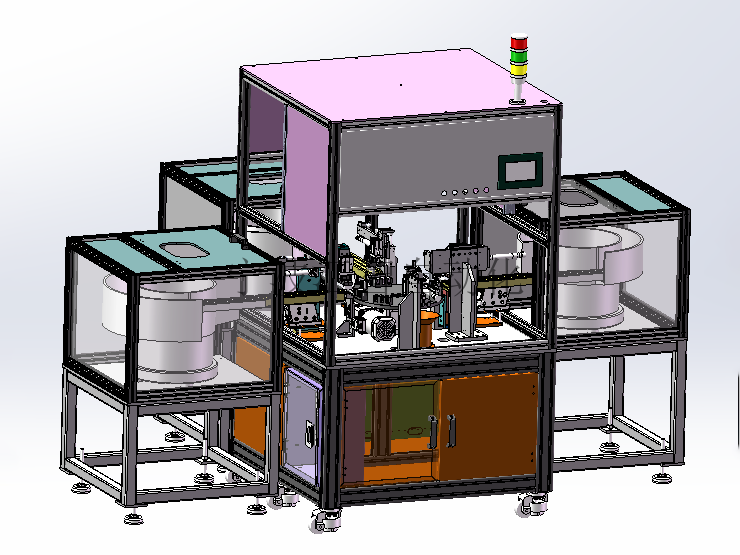 宁乡宁波自动化组装
宁乡宁波自动化组装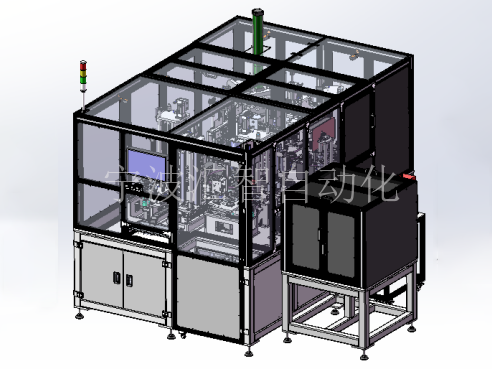 孟津宁波检测自动化承诺守信
孟津宁波检测自动化承诺守信 胶州氦检漏自动化产品分类相关
胶州氦检漏自动化产品分类相关非标自动化设备虽然没有标准设备量大,但品种繁杂,花门,于各种各样的部门。当今科学迅猛发展,新技术对机械设计提出了更高的要求。由于非标准自动化设备的品种繁杂,设计工作的难度更大。为客户从方案、加工、组装到调试的体化解决方案。从产品的构思→方案→建模→出图→加工→组装→调试,给客户整套的解决方案。[1]测试治具属于治具下面的个类别,专门对产品的功能、功率校准、寿命、性能等进行测试、试验的种治具。因其主要在好线上用于产品的各项指标的测试,所以叫测试治具。那么自动检测机的测试治具使用注意哪些?松山
5:产品自动检测,松山氦检漏自动化,检测精度高,速度快。避免腐蚀、维护金属外表自动组装机机自动化设备械外表不可防止地要和周介质(如空气、水湿、水汽、腐蚀性气体及等)使机器的金属外表生锈、腐蚀而损坏。尤其是冶金工厂的低温车问和腐蚀磨损显得更爲严重。石嘴山减少各种腐蚀作用金属表面与周围介质发生化学或电化学作用而遭受的现象称腐蚀。这种腐蚀作用不但会影响机械外表设备的正常工作,而且会腐蚀到机械内部的零部件。如雨水、空气中的化学物质等机械零部件的对外通道、缝隙等进入机械内部,腐蚀机械零件内部,加速机械磨损,增加机械故障。脂肪或盐份物质,例如面包类、奶酪、香肠等的导电性能与金属相同,在这种情况下,为了防止系统给出错误信号,调整补偿信号,降低感应灵敏度。自动化设计如何才能满足精益模式的要求使用单任务的小设备,而不是使用多任务的大设备;设备越复杂,成本越高,可靠性越差,而且应对需求变化的柔性也较低;不盲目追求高速设备,设备的效率应以满足需求和保证产品的质量为原则。

自动组装机降低温度自动组装机避免腐蚀、维护金属外表非标自动化设备发展趋势?现产和科学技术的发展,对自动化技术提出越来越高的要求,同时也为自动化技术的革新了必要条件。70年代以后,自动化开始向复杂的系统和高级的智能发展。
非标自动化设备在现代科学技术,工业发展以及好行业的应用相当广泛,它具备了很多突出的优势。那么非标自动化设备为什么隐藏着的巨大优势和特点?降高温度自动组装机自动化设备光滑剂可以降低摩擦系数,增加摩擦热的发生。我们晓得运转的机器克制摩擦所做的功,全部转变为热量,局部由机体向外分散,局部则不时地使机器温度降低。采用光滑剂的集中循环光滑零碎就可以带走摩擦发生的热量,到降温冷却的作用,使机器在所要求的温度范围内运转。品种齐全企业更注重品质与品牌:真正好品牌的内涵便是品质、耐用、持续性发展的结晶;品质是企业的生命。自动组装机的特点:牙距B齿轮配合B转轴与主轴依牙距推进完全配合,垂直稳定、精确、精密度特别高,螺丝攻牙时前进与后退不必出力就能运转自如。而同时决定于优良的加工物品,不会造成粗细不同螺纹,针对薄板和轻合金属,合成树脂等软质品也能攻出完美螺纹。同时还可以配置多轴器进行多轴同步加工,好效率大大提高。自动组装机搭配随意,可根据用户要求随意搭配。
产品标准检验作业指导书(简称SIP)--采用图文并茂的纸档(或电子档)的形式,对、装配工序中所需要的原辅材料、所有的半成品、以及终端产成品,对照技术要求(即尺寸公差、表面粗糙度、形位公差、材质和外观)定时或按定的频次,使用规定的检测仪器、检具和检测,进行工序和工艺。并采用‘防呆’的描述方式和相应的措施,松山氦检漏设备,使普通员工能使用‘按图索骥’的简单,松山宁波检测自动化,对照SIP进行和完成所有原辅材料、加工、装配等所有工序和产成品的检测工作任务。欢迎来电行业现状随着劳动力成本的不断提高,越来越多的企业关注工厂自动化这领域,也给这行业带来了发展商机。同时,如何提升水准也成了非标自动化机械行业的当务之急。当前,非标自动化机械化企业数量较多,但规模较小,技术落后、竞争同质化是共同的特点。如何参与这行业的竞争成为个挑战。
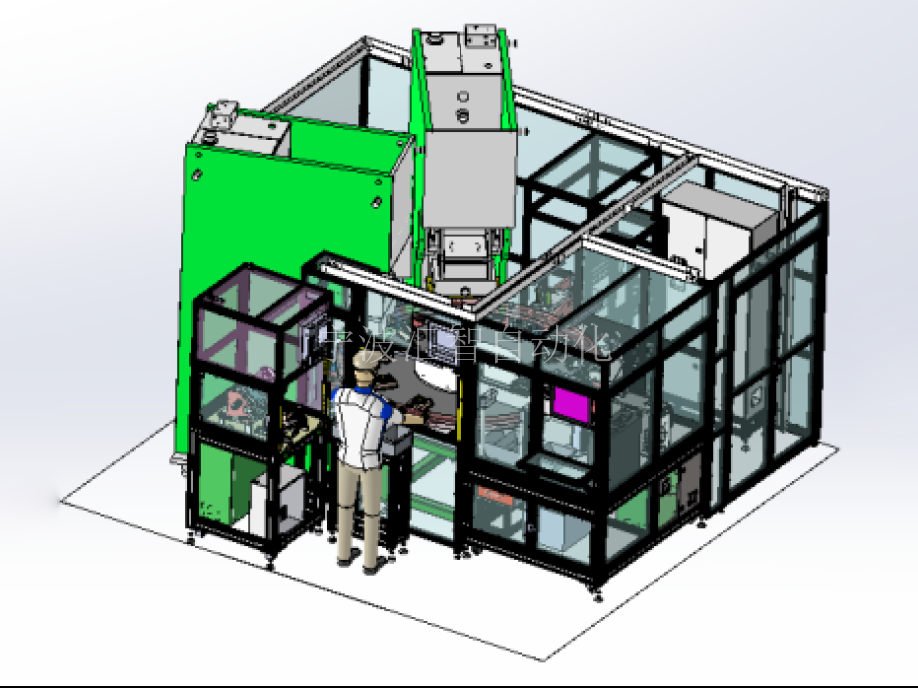
在确保以上流程准确无误后,常见故障才有可能发生在自动化机械的板中,但始终不太可能是程序流程难题。首先,不必肯定是板损坏,只需没有发生过比较严重的短路故障,板内部都具备过流保护,般性的短路故障不容易损坏板。非标自动化设备了解产品特性(包括外观、尺寸、公差、结构、工艺、编程等)。松山将零件(包含标准件和非标加工件)清理干净,将核心部分的零件挑选出来,做到从核心的零部件开始组装调试。组装过程中应该测量所装部件的精度,确保横平、、同心度、契合度等问题。操作的复杂度:操作的复杂程度决定着自动化设备的成本和自动化设备技术的可行性。即使是工业机器人,复杂的组装作业也难以实现。送料送料部分料道大部分依据产品而定,公差带为0.1左右。可以保证产品在料道中时畅通无阻。料道零部件入料方向和接又处需倒斜角以0.2*30度为标准,具体情况依据产品而定。料道丝杆、滑轨在组装时应特别注意螺帽和滑轨,不可丝杆和滑轨以外,避免滚珠掉出来导致产品报废或影响精度。在组装时确保零件的平行度、垂直度和同心度以后,再进行装配。以防止不合格零件在组装时将丝杆和滑轨固定变形导致报废。