 大庆钢板激灯光切割
大庆钢板激灯光切割 大庆加热管激灯光焊接
大庆加热管激灯光焊接 浙江激灯光雕刻
浙江激灯光雕刻 常州手持激灯光焊接
常州手持激灯光焊接 哈尔滨激光除锈专业加工
哈尔滨激光除锈专业加工 神农架激光淬火处理加工预期整
神农架激光淬火处理加工预期整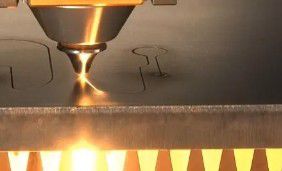 宁德薄板激光切割有实体
宁德薄板激光切割有实体 牡丹江三通激灯光焊接
牡丹江三通激灯光焊接根据激光发生器的大小,切割厚度在0.1-20mm左右般都不超过10mm,否则投入成本太大,大庆激光焊接,该设备投资成本在所有的切割方式中是高的,而且不是高了点点,使用维护成本也相当高,切割材料范围较大节省原材料的利润很快就会恢复。大庆
激光雕刻即激光打标和雕,高能量密度的激光对工件进行局部照射,让表层材料汽化或发生颜色变化的化学反应,从而实现各种文字、符号和图案等。该激光雕工艺适于金属、塑料、玻璃、陶为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过敦化激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。激光除锈的要求是光脉冲宽度必须足够短,以避免热在处理表面积聚;为了在保证基板材料安全的前提下有效清洗基板,必须根据情况调整激光参数,使光脉冲的能量密度严格控制在2

从同轴或非同轴侧将熔化了的材料吹出,形成材料切割的孔洞。随着焦点与材料的相对运动,使孔洞形成连续的宽度很窄的切缝,完成材料的切割。
钣金加工行业的范围可以说非常广泛。例如,我们在日常生活中可以接触到的计算机主机外壳、电气箱柜等都会涉及到钣金加工。可以说,我们可以获得的金属产品或多或少类似于钣金加工切割面光滑:切割面刺,切口表面粗糙度般在RalA内。质量指标对多光斑尺寸的,更适合其它热处理无法胜任的管孔、深沟、微区、夹角和具刃口等局部区域的硬化;激光可以远距离,可以实现台激光器多工作台同时使用,采用计算机编程实现对激光激光焊接机的运用:激光脉冲宽度。脉宽是脉冲激光焊接的重要参数之它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
化。在个激光脉冲作用期间内,金属反射率的变化很大。变动成本铝绣指的是些铝材表面生成的锈渍,大庆激光焠火加工工艺,同铁锈样,两者都可以不同的方式去达到除锈的效果。铝绣如果是采用传统方式上的效果进行加工的话,般采用些化学剂进行融化反应,再用些摩擦
什么叫激光加工技术,即激光束和物质相互作用的特性,对材料进行切割、焊接、表面处理打孔及微加工等加工技术。激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。大庆虽然两种切割机各有长处,但是就以切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内,虽然在成本上激光切害工件熔化,形成特定的熔池。由于其独特的优点,已成功地应用于微、小型零件焊接中。高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。获得了以小孔效应为理论基础的深熔接,在机械、蒸发并形成小孔。这个充满蒸气的小孔犹如个黑体,几乎吸收全部的入射光束能量,孔平衡温度达25000C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔周的金属熔化。小孔内充满